
經(jīng)普通砂輪(lún)或金剛石砂輪刃磨後的刀具(jù)刃口,確實存在程度不同的微觀缺口(即微小崩刃與鋸口)。前者可用肉眼和普通放大鏡觀察到,後者用100倍(帶0.010mm刻線)顯微鏡能夠觀察到,其微觀缺口一般在0.01-0.05mm,嚴重者高達0.1mm以(yǐ)上。在切(qiē)削(xuē)過程中刀具(jù)刃口微觀缺口極易擴展,加(jiā)快刀具磨損和損壞。
現代高速切削加工和自(zì)動(dòng)化機床對刀具性能和穩定性提出了更高的(de)要求,特別是(shì)塗層刀具在塗層前必(bì)須經過刀口的(de)鈍化(huà)處理,才能保證塗層的牢固性和使用壽命。
從國外引進數控機床和生產線所(suǒ)用刀具,其刃口(kǒu)已全(quán)部鈍化處理。有眾多的信息表明,刀具刃口鈍化可有效延長刀具(jù)壽命200%或更多,大大降低刀具成本,給用戶帶來巨大的經濟(jì)效益。 因此,深入研究和實踐刀具對口鈍化這門學(xué)問十分重要。這個課(kè)題要從以下兩個方麵做起(qǐ),一個是(shì)選擇刃口型式和參數,二是探(tàn)索刃口鈍(dùn)化技術及參數,做到兩者的緊(jǐn)密結(jié)合。
常用金屬切削刀(dāo)具的選用:
刃口(kǒu)型式與刃口(kǒu)鈍化形狀;
常用刃口型(xíng)式:銳刃、倒棱刃、消振(zhèn)棱刃、白刃、倒圓刃;
銳(ruì)刃:刃磨前、後刀麵相交而自然形成的稅刃,其刃口(kǒu)鋒利(lì)、強度差、易磨損。一般用(yòng)於精加工刀具。
倒棱刃:在(zài)刃口附近前刀麵上,刃磨出很(hěn)窄的負前角棱邊,大大提高了刃口的強度。用於粗加工和半精加工等刀具。
消振棱(léng)刃:在刃口附(fù)近的後刀麵上磨出一條很窄的(de)負後角棱邊,切(qiē)削時增大刀具與工件的接觸(chù)麵積,消除切削過程(chéng)振動。用於工藝係(xì)統剛性不足時所用(yòng)的單刃刀具。
白刃:在刃(rèn)口附(fù)近的後刀麵上磨有一條後角為0°的窄(zhǎi)邊或刃帶,可起到支撐導(dǎo)向(xiàng)和擠壓(yā)光整作用,用於鉸刀、拉刀等多刃刀具。
倒圓刃:在對口上刃磨或鈍化成一定參數的圓角,增加刃口強度,提高刀(dāo)具壽命,用於各種粗加(jiā)工和半精加工的可轉位(wèi)刀具。
刃口鈍化形狀
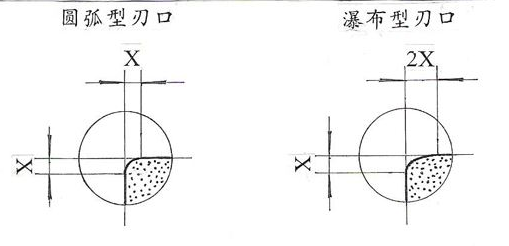
圓弧型刃口
瀑布型刃口
刃口鈍化幾(jǐ)何形狀,對刀(dāo)具壽命有很(hěn)大影響(xiǎng):一種為圓弧型刃口,在(zài)刃口轉角處形成對稱圓(yuán)弧,占80%以上的刀具所采用,適用於粗精加工。一種(zhǒng)為瀑布型刃口,在刃口轉角處的頂麵與側麵比率一般為(wéi)2:1,為(wéi)不對稱圓弧,適用於(yú)惡劣的衝擊性加工。
刀具刃口鈍化(huà)技術,其目的就是解決上述刃(rèn)磨後的刀具刃口微觀缺口的(de)缺(quē)陷,使其鋒值減少或消除,達到(dào)圓滑平整(zhěng),既鋒利堅固又耐用(yòng)的(de)目(mù)的。根據不同的加工條件,合理(lǐ)選擇刃口型(xíng)式與參數,並緊(jǐn)緊與對口鈍化(huà)參數的選擇相組合,正確處理好刀具“銳”與(yǔ)“固”的關係,“銳”是刀具切削加工必(bì)須具備的(de)特征,同時考慮刃口的“固”也是為了更有效的進(jìn)行切削加工,提高刀具壽命,減少刀具(jù)的消耗費用。
手工鈍化:
最早的鈍化工具是從皮(pí)子和石油開始(shǐ),如到理發館刮臉,理發員在皮子上鐾刀,使刀刃更加鋒利耐用。而在機械加工方(fāng)麵所用的刀具,我們的前輩有了很多豐(fēng)富的鐾刀經驗,效果非常顯著。
舉例如下:
粗加工時,一(yī)把新刃磨好的刀具鐾刀可(kě)以減少初級磨損階段磨損值,在正常(cháng)磨損階段後期鐾刀,仍可(kě)再延(yán)長(zhǎng)正常(cháng)磨損階段,一般刀具壽命提高0.5倍以上。
精加工使(shǐ)用鉸刀時,未經鐾刀其內孔表麵有時達不到圖紙要求,精心鐾刀後(hòu)表麵粗糙度可穩定Ra1.6-0.8祄,同時刀(dāo)具(jù)壽命可提高1倍左右。
精刨機床導軌,采用負前(qián)角寬刃(rèn)壓光刀,其前(qián)後刀(dāo)麵必須經(jīng)過平板(bǎn)精(jīng)心研磨,提高了表麵質量才能保證刃口鋒利平直,導軌(guǐ)加工表麵粗糙度可穩定達到Ra0.8祄以下。
某廠加工大炮筒內孔(kǒng)來複線使用的(de)拉槽刀,由於被加工材料韌性和強度(dù)高,刀具磨損快,甚至切屑被卡住造成事故,所以必須專門安排有經驗的老(lǎo)工人鐾刀,才能完成這項關鍵性加工。
印刷機牆(qiáng)板精孔加工,采用浮動鏜刀,有進給(gěi)的走刀痕跡,經(jīng)研製帶有放大鏡的鐾刀(dāo)工具(jù)後,刃口鋒(fēng)利平(píng)直。其進給量由1mm/r,提高到4mm/r。
某廠內燃機曲(qǔ)軸加工,其設備和刀(dāo)具是(shì)由國外引進,原一盤刀可加工50-60件,采用國產刀片後(hòu)隻加(jiā)工15-16件。刀片經鈍化(huà)和選用合(hé)理鈍化參數後,一盤刀也可(kě)加工50-60件(jiàn)。
機械鈍化(huà)
為提高鈍化(huà)效率和質量,大多采用高(gāo)效(xiào)機械鈍化方法。如采用振動鈍化、介質鈍化、研磨漿(jiāng)鈍化、含磨料的(de)橡膠輪鈍化、幹或濕的噴砂法鈍化、翻滾鈍化和含磨料尼龍刷鈍化等。
高效高智能鈍化設(shè)備
美國Conicity Technologies LLC公司最(zuì)新開發的IXM-50錐型鈍化機,是由CNC程序控製,由操作者(zhě)輸入幾個簡單的命令,它能在同一把刀具的不同表麵,鈍化為不同的尺寸。可鈍化切(qiē)槽刀和(hé)螺紋梳刀等。再從國內(nèi)數家引進(jìn)的刀片生產線可以看(kàn)到,無論是塗層刀片或非塗層刀片生產線都帶有刀片刃口鈍化機(jī),成為刀片生產中不可缺少的重要工序(xù),這也是國外刀具為什(shí)麽性能好壽命高的原因之一。
小(xiǎo)型對口鈍化機的研製
我國目前大量使用的可轉位刀片,大多(duō)由中小工具廠刃磨,國內沒有適用的刀片刃口鈍化機產品,而國外刀片對口鈍化(huà)機其價格又(yòu)十分昂貴(十至幾(jǐ)十萬美元),因此未經鈍化的刀片刃口狀況不佳(jiā),性能差,壽(shòu)命(mìng)低,與國外同類刀片(piàn)性能和壽命相比存在很大差(chà)距。如何縮小這個差距,解決刀片刃口鈍化問題(tí)?研製一(yī)種小型可轉位刀片刃口鈍化機十分必要,更適合(hé)國情。它適合中小工具廠及機械(xiè)加工車間普及推廣的產品。
經有關廠家生產使用證(zhèng)明,刀片刃口鈍化機達到設計要求,性能可靠,刀片刃口鈍化效(xiào)果良好(hǎo)。北京人機股份有限(xiàn)公司,在硬質合金刀片鈍化後的(de)使用(yòng)壽命(mìng)平均提(tí)高0.2倍以上,個別刀(dāo)具提(tí)高1-3倍。山東(dōng)萊蕪華順盟陶瓷新材料有限公司,在(zài)陶(táo)瓷刀片鈍化後的(de)使用壽(shòu)命平均提高0.5倍以上(shàng),個別刀(dāo)具提高1-3倍。使用壽(shòu)命的提高幅度大(dà)小是與具體加工條件和(hé)所選(xuǎn)擇對口(kǒu)型式及刃口鈍化參(cān)數有關。
鈍化參數的選(xuǎn)擇通過刀片刃口鈍化機的研製和生產使用實踐,初步掌握了一些規律(lǜ),針對不同加工條件,選(xuǎn)擇刃口型式和鈍化參數十分(fèn)重要。由於刀片材質不同,加(jiā)工條(tiáo)件不同,所選用的刃口型式和鈍化參數也不同,否則達不(bú)到延長刀具壽命(mìng)的預期效果。與國外刃口鈍(dùn)化參數(shù)相對照,占70%刀具鈍化值是在0.0254-0.0762之間。最大(dà)值(zhí):0.127-0.2032mm。最(zuì)小值:一根頭發絲0.0762mm的1/6,即0.0127mm。即使鈍化(huà)那麽小,也(yě)明顯地強化了刀具刃口。
從大量的對口鈍化實踐經驗證實:刃(rèn)口不一(yī)定越鋒利越好,也不一定是越鈍越好。針(zhēn)對不同加工條件確定不同鈍化值才是最好。
刃口鈍化與對口(kǒu)型式相結合,是最普遍最(zuì)有效提高對(duì)口強(qiáng)度和提高刀具壽(shòu)命降(jiàng)低刀具費用的措施。
用微粉砂(shā)輪刃磨負倒核,其微觀缺口(kǒu)小(可達(dá)0.005-0.010mm),加(jiā)上小(xiǎo)鈍化參數(0.010-0.030mm),使刃口即鋒利堅固又耐用。有資料表(biǎo)明國外采(cǎi)用較多。
刀(dāo)具(jù)刃口(kǒu)鈍化技術是一個還不被人們普遍重視,而又是十分(fèn)重(chóng)要的問題。它所以重要就(jiù)在於:經鈍化後的(de)刀(dāo)具(jù)能有效提高(gāo)刃(rèn)口強度、提高刀具壽命和切削過程的穩定性(xìng)。大家知道(dào)刀具是機床的“牙齒”,影響刀具切削性能和刀具壽(shòu)命的主要因素,除(chú)了刀具材料、刀具幾何(hé)參數、刀具結構、切削用量優化等,通過大(dà)量的刀具刃口鈍化實踐體會到:有一(yī)個好的刃口型式和刃口鈍化質量也是刀具能否(fǒu)多快好省進(jìn)行切削加工的前提。因此,刀具刃口的狀況好壞也是不可忽視(shì)的因素。



